

‘≤÷υΙωΉ”÷α≥–”ΟΜΤΆ≠±Θ≥÷Φή“ΜΑψΈΣΉιΚœ ΫΫαΙΙΘ§”…±Θ≥÷ΦήΉυΚΆ±Θ≥÷ΦήΗ«Ήι≥…Θ§±Θ≥÷ΦήΉυΕΒΩΉΕύ≤…”Οœ≥œςΦ”ΙΛΖΫΖ®Θ§Φ”ΙΛ–ß¬ ΫœΗΏΘ§ΒΪΡΩ«Αœ≥œςΕΒΩΉ¥φ‘ΎΒΡΈ Χβ «:¥ΪΆ≥Φ–ΨΏΨΪΕ»ΒΆΘ§ΚήΡ―¬ζΉψΗΏΨΪΕ»÷α≥–±Θ≥÷ΦήΒΡΦ”ΙΛ“Σ«σΓΘ Ι”Ο¥ΪΆ≥Φ–ΨΏ
Θέ1Θί œ≥œς‘≤÷υΙωΉ”÷α≥–Ά≠±Θ≥÷ΦήΕΒΩΉ ±Θ§±Θ≥÷Φή“άΩΩœ≥¥≤…œ“ΜΗω–Γ‘≤÷υΧεΕ®ΈΜΘ§ΈΣΝΥΖΫ±ψΉΑ–ΕΘ§±Θ≥÷ΦήΡΎΨΕ”κ–Γ‘≤÷υΧεΆβΨΕ÷°Φδ”–±»Ϋœ¥σΒΡΦδœΕΘ§ΚήΡ―±Θ÷Λ±Θ≥÷Φή”κœ≥¥≤÷ς÷αΒΡΆ§
÷αΕ»ΓΘ“ρ¥ΥΘ§œ≥œς≥ωΒΡΕΒΩΉ ΒΦ –ΐΉΣ÷––ΡΨΕ”κάμ¬έ÷––ΡΨΕΤΪ≤νΫœ¥σ(Φ¥ΕΒΩΉΆ§÷αΕ»Έσ≤νΫœ¥σ)Θ§±Θ≥÷ΦήΕΒΩΉΒ»Ζ÷…Δ≤νΫœ¥σΘ§ΒΦ÷¬÷α≥–‘Ύ‘ΥΉΣΙΐ≥Χ÷–‘κ…υ±»Ϋœ¥σΘ§±Ί–κΕ‘Φ–ΨΏΫχ––”≈Μ·ΗΡΫχΓΘ
1)Φ–ΨΏΒΡΗΡΫχ
ΗΡΫχΚσΒΡ‘≤÷υΙωΉ”÷α≥–Ά≠±Θ≥÷ΦήΕΒΩΉœ≥œςΦ–Ε»‘Ϋ¥σΘ§ΥχΩΎΗΏΕ»±δΜ·ΝΩ‘Ϋ¥σ;‘ΎΧΉ»ΠΙΒΒΉ÷±ΨΕ≤Μ±δ«ιΩωœ¬Θ§ΙΒ«ζ¬ ΑκΨΕΒΡ±δΜ·”κΥχΩΎΗΏΕ»ΒΡ±δΜ·«ς ΤœύΖ¥Θ§ΒΪ «œύ±»Εχ―‘Θ§Τδ±δΜ·ΝΩΕ‘ΥχΩΎΗΏΕ»ΒΡ”ΑœλΫœ–Γ;
2)–±Τ¬ΡΞœςΙΛ–ρ÷–Θ§…Α¬÷ΒΡΨΕœρΫχΗχΜα“ΐΤπΥχΩΎΗΏΕ»Φθ–ΓΘ§ΡΎ»Π–±Τ¬Ϋ«Ε»‘Ϋ–ΓΘ§ΥχΩΎΗΏΕ»±δΜ·ΝΩ‘Ϋ¥σΓΘΨΏ»γΆΦ 1 Υυ ΨΘ§Αϋά®ΙΐΕ…≈Χ(ΆΦ 2)ΓΔΒ·Μ…Φ–ΆΖ(ΆΦ
3)÷–ά≠ΗΥ(ΆΦ 4)ΓΔΖά±Θ≥÷ΦήΧ®Φγ≈Λ«ζΉΑ÷Ο(ΆΦ
4)―ΙΗ«ΚΆ«Αά≠ΗΥΓΘ
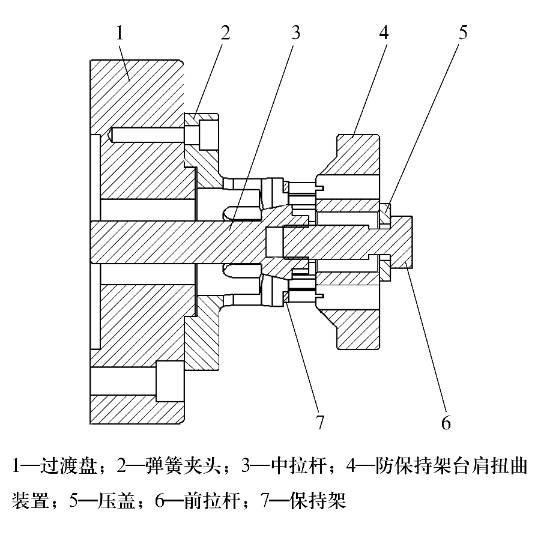
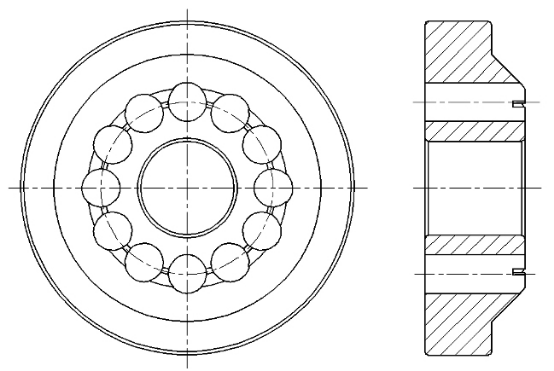
ΆΦ 1 ΗΡΫχΚσΦ–ΨΏΉήΉΑΆΦ
FigΘ° 1 Assembly diagram of improved fixture
ΗΡΫχΚσΒΡΦ–ΨΏΙΛΉς‘≠άμΈΣ:÷–ά≠ΗΥΝ§Ϋ”ΒΫΜζ¥≤Μν»ϊΗΥ…œΘ§÷–ά≠ΗΥΉσ”““ΤΕ·Θ§ΤδΉΕΟφ ΙΒ·Μ…Φ–ΆΖ’Ά¥σΓΔΥθ–ΓΘ§ Βœ÷Ά≠±Θ≥÷ΦήΒΡΦ–ΫτΓΔΥ…ΩΣ;Ά§ ±÷–ά≠ΗΥ¥χΕ·«Αά≠ΗΥΓΔ―ΙΗ«ΚΆΖά±Θ≥÷ΦήΧ®Φγ≈Λ«ζΉΑ÷ΟΉσ”““ΤΕ·Θ§ Βœ÷±Θ≥÷ΦήΧ®ΦγΒΡΫτΙΧΚΆΥ…ΩΣΓΘ
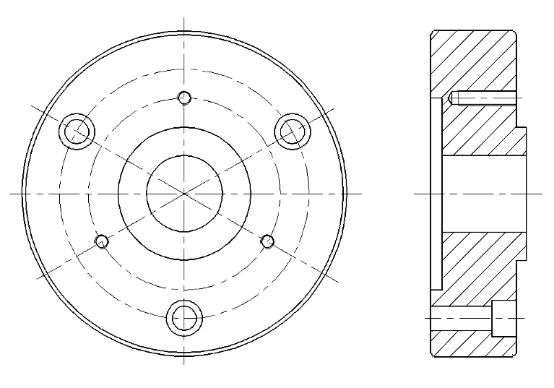
ΆΦ 2 ΙΐΕ…≈Χ
FigΘ° 2 Transitional disk
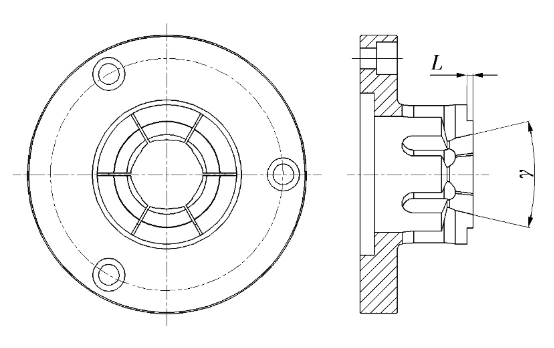
ΆΦ 3 Β·Μ…Φ–ΆΖ
FigΘ° 3 Collet chuck
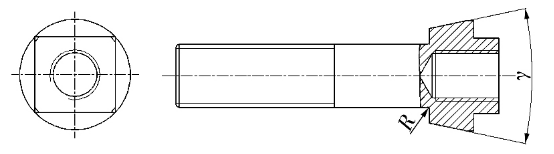
ΆΦ 4 ÷–ά≠ΗΥ
FigΘ° 4 Middle lever
ΆΦ 5 Ζά±Θ≥÷ΦήΧ®Φγ≈Λ«ζΉΑ÷Ο
FigΘ° 5 Device for preventing distortion of cage shoulders
ΨΏΧεΑ≤ΉΑΦΑ Ι”ΟΖΫΖ®ΈΣ:œ»ΫΪΙΐΕ…≈Χ…œΒΡΑΦ≤έ”κœ≥¥≤÷ς÷αΕΥΒΡΆΙΧ®œύ≈δΚœΘ§Ά®Ιΐ 3 Ηω≥ΝΩΉ”Ο¬ίΥ®ΫΪΙΐΕ…≈ΧΙΧΕ®ΒΫœ≥¥≤÷ς÷α…œ;‘ΌΫΪΒ·Μ…Φ–ΆΖ¥σΕΥ…œΒΡΑΦΧ®”κΙΐΕ…≈Χ…œΒΡΆΙΧ®œύ≈δΚœΘ§Ά®ΙΐΒ·Μ…Φ–ΆΖ¥σΕΥΟφ…œΒΡ 3 Ηω≥ΝΩΉ”Ο¬ίΥ®ΫΪΤδΙΧΕ®ΒΫΙΐΕ…≈Χ…œ;Ν§Ϋ”÷–ά≠ΗΥ”κœ≥¥≤Μν»ϊΗΥ;»ΜΚσΖ≈÷Ο±Θ≥÷ΦήΘ§ΫΪΖά±Θ≥÷ΦήΧ®Φγ≈Λ«ζΉΑ÷ΟΑ≤ΉΑΒΫ±Θ≥÷ΦήΒΡΧ®Φγ…œΘ§Α≤ΉΑ―ΙΗ«;ΉνΚσΫΪ«Αά≠ΗΥΝ§Ϋ”ΒΫ÷–ά≠ΗΥ…œΘ§Φ–ΨΏΑ≤ΉΑΆξ≥…Θ§Βς ‘ΈόΈσΚσΘ§œ≥œς±Θ≥÷ΦήΕΒΩΉΓΘΦ”ΙΛ ±Θ§≤»œ¬Μν»ϊΤϊΗΉΧΛΑεΘ§ ΙΜν»ϊΗΥ¥χΕ·÷–ά≠ΗΥΘ§÷–ά≠ΗΥΒΡΉΕΟφ ΙΒ·Μ…Φ–ΆΖΝυΑξΒΡΦ–≥÷Οφ’Ά¥σΘ§÷–ά≠ΗΥ«ΐΕ·«Αά≠ΗΥœρΜζ¥≤ΡΎ≤Ω“ΤΕ·; Ι―ΙΗ«―ΙΫτΖά±Θ≥÷ΦήΧ®Φγ≈Λ«ζΉΑ÷ΟΒΡΕΥΟφΘ§±Θ≥÷Φή±ΜΦ–ΫτΚσΩΣ Φœ≥œςΕΒΩΉΓΘ
2 ΉΔ“β ¬œν
1)Β·Μ…Φ–ΆΖ(ΆΦ 3)÷–Φ–ΨΏΦ–≥÷ΟφΒΡΩμΕ» L “Σ±»±Θ≥÷ΦήΉυΒΉΚώΕ»(±Θ≥÷ΦήΉυΉήΗΏΕ» Θ≠ Ο≠ΆΖΗΏΕ»Θ≠ ΕΒΩΉ…νΕ»)–Γ 0Θ° 2 mm Ήσ”“Θ§»γΙϊ L ÷ΒΒ»”ΎΜρ¥σ”Ύ±Θ≥÷ΦήΉυΒΉΚώΕ»Θ§œ≥ΒΕœ≥œςΕΒΩΉ ±”κΦ–ΨΏΗ……φ;L ÷Β»ΓΧΪ–ΓΘ§Φ–ΨΏΒΡΦ–≥÷Οφ±δ–ΓΘ§œ≥œςΕΒΩΉ ±±Θ≥÷Φή»ί“Ή¥ρΜ§ΓΘ
2)Β·Μ…Φ–ΆΖ(ΆΦ 3)ΚΆ÷–ά≠ΗΥ(ΆΦ 4)ΉΕΟφΦ–Ϋ«ΠΟ ΒΡ“ΜΑψ»Γ÷ΒΖΕΈßΈΣ 10Γψ ΓΪ 20ΓψΘ§ΉέΚœΩΦ¬«Μζ¥≤ΒΡά≠…λ≥ΛΕ»ΓΔά≠ΗΥά≠ΝΠΓΔΉΑΦ––߬ Β»Θ§±ΨΦ–ΨΏ ΠΟ »ΓΈΣ12ΓψΓΘΦ”ΙΛΒ·Μ…Φ–ΆΖΚΆ÷–ά≠ΗΥΉΕΟφ ±Θ§ΝΫΉΕΕ»ΟφΉνΚΟ≈δΡΞΘ§“Σ«σ≈δΚœΟφΜΐ¥οΒΫ 80%“‘…œΘ§“‘±Θ÷ΛΦ–ΨΏ ήΝΠΨυ‘»Θ§―”≥Λ Ι”Ο ΌΟϋΓΘ
3)±ΨΦ–ΨΏΈΣ±Θ≥÷ΦήΕΒΩΉœ≥œςΉ®”ΟΦ–ΨΏΘ§ «ΨΏ”–“ΜΕ®Βς’ϊΖΕΈßΒΡΆβ’Ά ΫΒ·Μ…Φ–ΨΏΘ§ ”Ο”Ύ±Θ≥÷ΦήΒΡ≈ζΝΩ…ζ≤ζΘ§ΗΟΦ–ΨΏΕ‘±Θ≥÷ΦήΒΡΦ–ΫτΝΠ»ΓΨω”Ύ“Κ―ΙΗΉΆ®Ιΐά≠ΗΥΒΡά≠ΝΠΓΘΦ”ΙΛ≤ΜΆ§–ΆΚ≈ΒΡ±Θ≥÷Φή”ΠΫχ––Φ–ΫτΝΠΒΡΦΤΥψΘέ2Θί Θ§Ζώ‘ρΘ§Φ–ΫτΝΠΧΪ¥σΘ§Μα‘λ≥…±Θ≥÷Φή±δ–ΈΘ§ Ι±Θ≥÷Φή÷––ΡΨΕΓΔΕΒΩΉ≥Ώ¥γΖΔ…ζ±δΜ·Θ§”Αœλ÷α≥–ΉΑ≈δΚσΒΡ‘ΥΉΣ÷ ΝΩ;Φ–ΫτΝΠΧΪ–ΓΘ§œ≥œςΕΒΩΉ ±±Θ≥÷Φή»ί“Ή¥ρΜ§Θ§Μα‘λ≥…ΕΒΩΉΒΡ≥Ώ¥γ≤ΜΈ»Ε®Θ§ΕΒΩΉΡΎ”–’ώΈΤΘ§―œ÷Ί ±Μα‘λ≥…œ≥ΒΕ±ά»–Μρ±Θ≥÷ΦήΥπΜΒΘέ3Θί ΓΘΕ‘”Ύ±Θ≥÷Φήœ≥œςΦ”ΙΛά¥ΥΒΘ§œ≥œςΝΠΒΡΦΤΥψ÷ς“ΣΩΦ¬«÷ςœ≥œςΝΠ Θέ4Θί ΓΘ
3 ΗΡΫχ–ßΙϊ
Ε‘–¬…ηΦΤΒΡ‘≤÷υΙωΉ”÷α≥–Ά≠±Θ≥÷ΦήΕΒΩΉœ≥œςΦ–ΨΏΫχ–– ΒΦυ―ι÷ΛΘ§Φ–ΨΏΗΡΫχ«ΑΓΔΚσ±Θ≥÷ΦήΕΒΩΉœ≥œςΚσΒΡ≤Έ ΐΕ‘±»Φϊ±μ 1ΓΘ Ι”ΟΗΡΫχΚσΦ–ΨΏΦ”ΙΛΒΡ±Θ≥÷ΦήΕΒΩΉ ΒΦ –ΐΉΣ÷––ΡΨΕ”κάμ¬έ÷––ΡΨΕΤΪ≤ν–ΓΓΔ±Θ≥÷ΦήΝΚΩμ±δΕ·ΝΩ–ΓΓΔΕΒΩΉΒ»Ζ÷ΨΪΕ»ΗϋΗΏΒ»;Εχ«“Φ–ΨΏΫαΙΙΦρΒΞΓΔΒς ‘ΖΫ±ψΓΔΦ”ΙΛΦρΒΞΓΔΉΑΦ– ±ΦδΕΧΘ§ΨΏ”–ΫœΚΟΒΡΆΤΙψ”Π”ΟΦέ÷ΒΓΘ
Ε≈ΨχΦΌΟΑ
Β±ΧλΖΔΜθ
Ή®“Β≈δΥΆ
Ϋπ≈ΤΖΰΈώ